











180-5843-6678

|
|










|
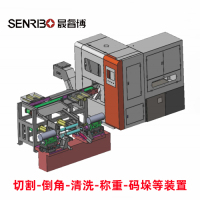
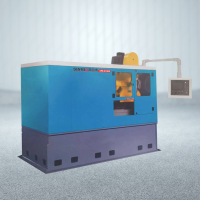
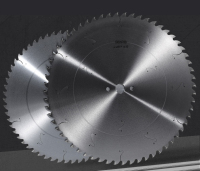
金屬三頭鋸:高轉速 + 強動力,輕松切割厚 / 薄金屬材料在金屬切割領域,厚金屬與薄金屬的加工需求往往存在 “矛盾點”:薄材切割需快速平穩避免變形,厚材切割需強勁動力確保切斷,傳統設備常因轉速或動力不足,難以同時滿足兩類需求,導致薄材切割毛刺多、厚材切割效率低。而金屬三頭鋸憑借 “高轉速 + 強動力” 的硬核配置,精準破解厚、薄金屬切割難題,無論是薄至 0.3mm 的金屬箔片,還是厚達 60mm 的實心鋼棒,都能實現高效、精準切割,成為金屬加工領域的 “全能切割專家”。 高轉速是金屬三頭鋸輕松應對薄金屬切割的核心支撐,其搭載的高頻電機可實現最高 4500r/min 的鋸片轉速,配合超薄專用鋸片,能以 “快切速、低損傷” 的特點,完美解決薄金屬易變形、切口毛糙的問題。以電子元器件行業常用的 0.5mm 厚鋁箔切割為例,傳統設備轉速不足 2000r/min,鋸片切入時易因摩擦時間過長導致鋁箔受熱變形,且切口易出現 “卷邊” 現象,合格率不足 80%;而金屬三頭鋸以 4000r/min 的高轉速切割,鋸片與鋁箔接觸時間縮短至 0.2 秒,熱量快速消散,切割后鋁箔平整度誤差小于 0.02mm,切口光滑無卷邊,合格率提升至 99% 以上。此外,針對薄不銹鋼板的切割,高轉速可減少鋸片與金屬的摩擦阻力,避免薄材因受力不均出現 “撕裂”,即使是 1mm 厚的不銹鋼薄板,也能保持切口垂直度偏差小于 0.1°,滿足精密零件的加工要求。
若說高轉速是薄金屬切割的 “利器”,那么強動力則是金屬三頭鋸攻克厚金屬切割的 “底氣”。設備內置 11KW 大功率電機,配合減速箱與加強型傳動機構,可輸出高達 800N 的切割推力,能輕松應對厚壁金屬材料的切割阻力,避免傳統設備 “切不動、切不斷” 的困境。在重型機械制造中,常需切割 50mm 厚的 45 號實心鋼棒,傳統設備因動力不足,單次切割需耗時 15 分鐘,且鋸片易磨損導致切口傾斜;而金屬三頭鋸憑借強動力驅動,鋸片以穩定的推力逐層切斷鋼材,單次切割時間縮短至 5 分鐘,且切割過程中鋸片無明顯抖動,切口粗糙度 Ra 值低至 1.8μm,無需二次打磨即可直接用于后續加工。針對厚壁不銹鋼管的切割,強動力還能配合高壓冷卻系統,快速帶走切割產生的熱量,避免厚材因高溫出現內部組織變化,保障金屬材料的力學性能不受影響。 更重要的是,金屬三頭鋸的 “高轉速 + 強動力” 并非獨立運行,而是通過智能控制系統實現 “動態適配”,可根據金屬材料的厚度與硬度,自動調節轉速與動力輸出,讓厚、薄金屬切割皆能達到最優效果。在汽車底盤制造車間,需同時切割 3mm 厚的鋁合金支架與 30mm 厚的碳鋼橫梁,設備可自動為鋁合金支架匹配 “高轉速(3800r/min)+ 低推力(200N)” 的切割方案,為碳鋼橫梁匹配 “中轉速(2500r/min)+ 高推力(600N)” 的方案,三個工位可分別處理不同厚度的工件,實現 “厚薄同切、效率翻倍”。這種動態適配能力,讓設備無需人工頻繁調整參數,即使是交替切割薄材與厚材,也能保持穩定的切割質量與效率,大幅提升生產靈活性。 此外,金屬三頭鋸在強動力輸出的同時,還通過結構優化確保運行穩定性。設備采用重型鑄鋼機身,配合四點式減震腳墊,可有效吸收強動力切割時產生的震動,避免機身晃動影響切割精度;加強型鋸片軸采用雙軸承支撐設計,能承受強動力下的徑向壓力,防止鋸片軸變形導致的切割偏差。在鋼結構加工廠切割 60mm 厚的 Q235 厚鋼板時,設備持續輸出強動力,機身震動幅度控制在 0.05mm 以內,切割后鋼板切口平整,尺寸誤差始終保持在 ±0.1mm 范圍內,完全滿足大型構件的裝配要求。 從薄如蟬翼的金屬箔片,到厚重堅實的實心鋼棒,金屬三頭鋸以 “高轉速 + 強動力” 的雙重優勢,打破了傳統設備在厚、薄金屬切割上的局限。它不僅能高效解決不同厚度金屬的切割難題,還能通過智能適配實現 “一機多用”,為企業節省設備投入,提升生產效率。在金屬加工需求日益多樣化的今天,金屬三頭鋸憑借這一核心競爭力,正成為各行業處理厚、薄金屬切割任務的首選裝備,為金屬加工行業的高效、高質量發展注入強勁動力。 |




